

https://doi.org/10.3390/su14074350
”
Recently, ultrasonic irradiation has been found to be a potential alternative for a high mass transfer rate without having any moving part [95,96]. This advantage was applied to the gas–liquid absorption and desorption process. Ultrasonic irradiation is a sound wave that has a higher frequency (20 kHz to 500 MHz) than the limit that can be heard by human beings. Furthermore, the ultrasonic irradiation is usually used to enhance the gas–liquid phase reaction mostly involving the physical kinetic effect, as it can produce chemical and physical effects on the liquid phase. In the natural gas purification process, especially in the desorption process, the ultrasonic wave is able to perform the cavitation and nucleation in the liquid solvent and leads to the bubble’s formation. The gas diffuses in these bubbles and causes the sour gas to escape through the bubbles. The more bubbles that are created, the higher the occurrence of the gas desorption rate. The cavitation effect is more favorable for the desorption process rather than the absorption process, which relies on the atomization and the fountain effect from the solvent vibration [97]. Hence, the development of ultrasonic columns for desorption or solvent regeneration always fulfilled the cavitation effect.
The cavitation effect is typically produced by a low frequency of ultrasonic irradiation [98,99]. The cavitation or the bubble formation can only be produced under the rarefaction phase of the ultrasonic irradiation [100]. A stable microbubble formation is required to improve the desorption process, which can either be stable at a certain average formation size in a many-cycle rate when growing and exploding, or collapse during the ultrasound wave compression [101,102,103,104,105]. Based on this theory, the desorption or the degassing process could be further improved using ultrasonic irradiation. Figure 9 shows the ultrasonic irradiation column for the gas purification adapted from a study by Tay et al. [106].
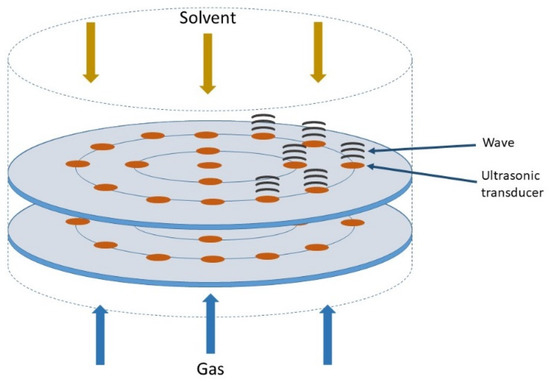
Figure 9. Ultrasonic irradiation column [106].
The concept of using ultrasonic irradiation can be used to enhance the desorption rate as well as the desorption capacity of the flue gas, which is due to the high mass transfer contributed to by the physical kinetic effect in the liquid phase. Several studies proved that ultrasonic irradiation has the potential to improve the mass transfer process during the desorption process [107,108,109]. Jiru Ying et al. conducted a study to investigate the effect of ultrasound on the CO2 desorption from a 30 wt% MEA solvent using a 28 kHz ultrasonic transducer [110]. The authors found that the desorption rate of CO2 increased as they introduced the ultrasound, compared to the CO2 desorption from the heating treatment. The desorption rate of CO2 was measured in terms of the CO2 flow rate vented from the vessel using a flow meter. The flow rate of CO2 desorption measured in the presence of ultrasonic irradiation was 1.51 g/min, while the flow rate of CO2 desorption measured with the usage of heating treatment was 0.30 g/min. The results show that ultrasonic irradiation can enhance the desorption rate by about 5 times, when compared to the direct heating process. This was due to the fact that more bubbles are formed in the vessel equipped with the ultrasonic wave, which remarkably provides a large surface area for the gas–liquid contact area [111]. Moreover, this study also indicated that the ultrasonic irradiation could reduce the energy consumption for the CO2 desorption, as it did not require any heating duty. However, the other energy consumed, such as electrical energy, needs to be considered to prove the power reduction during the CO2 desorption, while using the ultrasonic irradiation.
Additionally, S. Gantert and D. Moller [112] performed a study on power consumption during the CO2 desorption in a batch reactor. The study focused on the desorption of CO2 from 30 wt% of MEA and compared multiple ultrasonic intensities (10–50 W) with the same ultrasonic frequency. The authors found that the highest ultrasonic intensity, which was 50W, produced the highest CO2 desorption flow rate (3.2 × 10−2 m3/s). This indicates that the highest intensity of ultrasonic irradiation led to the highest amount of bubble formation. Additionally, no desorption process occurs at 40 °C, while desorption starts to occur at the temperature of 45 °C, and achieved the peak level at 80 °C. The typical packed column required 100–120 °C to initiate the desorption process [113]; hence, ultrasonic irradiation is capable of reducing the energy consumption during the desorption process. As a low temperature (80 °C) is required to initiate the process, the degradation of MDEA can also be reduced. Davis and Rochelle reported that the degradation of MEA is reduced by a factor of 4 when decreasing the temperature for every 17 °C [114].
To date, several researchers tried to perform a study to reduce the footprint of the desorption column. A small footprint of the desorption column is essential, especially for the offshore natural gas purification process, due to the space limitation. Based on the previous works [97], the intensification factor for ultrasonic irradiation can be high, up to 16 times, compared to the packed-bed column. Due to this, this technology can also be used with a slow kinetic solvent, such as MDEA. Typically, the commercial ultrasonic transducer disc is only about 2 mm thick, which contributes to the minimal footprint requirement for a single ultrasonic vessel. Due to the compact and simpler design, the manufacturing cost for the ultrasonic irradiation column is believed to be less, which is mainly contributed to by the vessel body, piezoelectric ultrasound transducer, and the power supply [115].
“