

https://doi.org/10.3390/en15020425
“The available waste or excess heat at the Norcem AS cement plant in Brevik can cover for the production of steam for 50% CO2 capture. How this advantage affects the cost optimum ΔTmin, emissions reduction and cost reduction potential was studied. The results are presented in Figure 16, Figure 17 and Figure 18. The PHE avoided cost optimum ΔTmin in both the standard and lean vapour compression CO2 capture processes are 7 °C and 5 °C, respectively. The CO2 avoided costs at these optimum ΔTmin are EUR 60/tCO2 and EUR 58/tCO2, respectively. Meanwhile, for the FTS-STHX cases, this is 13 °C and 10 °C in the standard and lean vapour compressions CO2 capture processes. The optimum CO2 capture cost of the PHE case in the standard capture process coincides with the avoided cost. This also occurred for the FTS-STHX case in the lean vapour compression capture process. The cost reduction performances of the two heat exchanger types in both the standard and lean vapour compression CO2 capture systems are presented in Figure 18. Even though the lean vapour compression is very effective in the reduction in energy consumption, the cost reduction in steam supply from waste heat to cover 50% CO2 capture in a 90% capture process shows the standard capture process with PHE as the lean/rich heat exchanger performing better than the lean vapour compression capture process with FTS-STHX at ΔTmin less than 10 °C. The lean vapour compression process with FTS-STHX only outperformed the standard process with PHE with an average of 0.5% between 14 °C and 18 °C. These results, like the previous ones, also highlight that the PHE is a better choice economically and in emission reduction compared to the STHXs. This is because at their individual best costs (optimal cost), the PHE case achieved the least cost and a higher CO2 emissions reduction.”
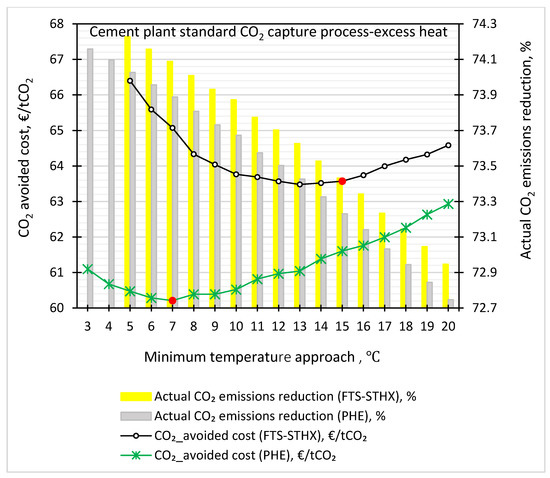
Figure 16. Energy and heat exchanger costs trade-off analysis at different ΔTmin for different heat exchanger types in a standard CO2 capture from cement flue gas (red dot is the ΔTmin where optimum CO2 capture cost is achieved, which can be different from the CO2 avoided cost optimum the ΔTmin).
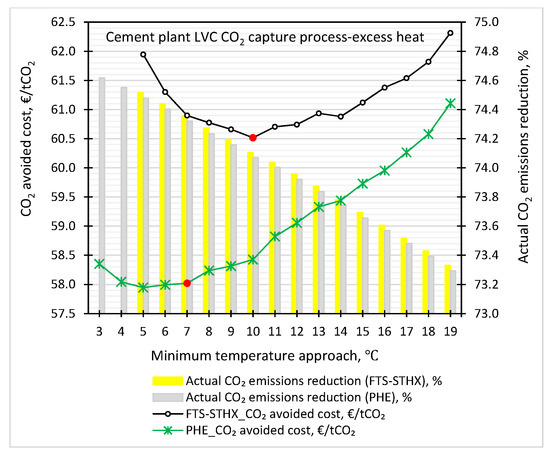
Figure 17. Energy and heat exchanger costs trade-off analyses at different ΔTmin for different heat exchanger types in a standard CO2 capture from cement flue gas (red dot is the ΔTmin where optimum CO2 capture cost is achieved which can be different from the CO2 avoided cost optimum the ΔTmin).
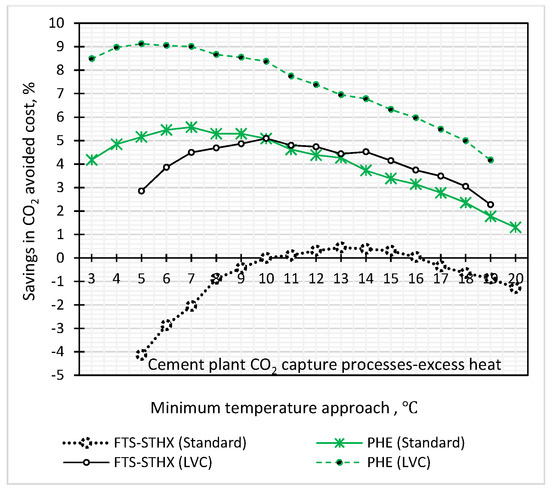
Figure 18. Cost reduction analysis at different ΔTmin for different heat exchanger types compared with FTS–STHX of ΔTmin=10 °C, in waste heat utilisation scenario.
The cost reduction impact of having steam supply that is sufficient for up to 50% CO2 capture and its impact on the actual CO2 emissions reduction compared with a reference case (the original base case) of a standard CO2 capture having FTS-STHX with ΔTmin of 10 °C are presented in Table 16. Table 16 is a summary of all the 90% CO2 capture from the cement plant’s flue gas based on CO2 avoided cost. The results indicate that if the lean vapour compression configuration is implemented with PHE as the lean MEA cooler, DCC circulation water cooler and as the lean/rich heat exchanger with a ΔTmin of 5 °C, and steam can be successfully provided for up to 50% capture, then 10.4% more CO2 emissions reduction can be achieved compared to the reference case (base case). It is important to remember here that the base case is a standard CO2 capture process which has FTS-STHX as the lean MEA cooler, DCC circulation water cooler and as the lean/rich heat exchanger with a ΔTmin of 10 °C, with steam supply only from natural gas combustion. When the available excess heat which can provide steam for up to 50% CO2 capture at Brevik was considered, the optimum PHE case of the lean vapour compression CO2 capture system achieved a 34% reduction in CO2 avoidance cost. It is important to note that this is in comparison with the base case without considering steam supply from excess heat. However, without excess heat, the lean vapour compression process with the optimised minimum temperature approach still achieved a 16.4% saving in CO2 avoided cost compared to the reference case.
Table 16. CO2 avoided cost and emissions reduction performances of FTS-STHX and PHE with and without available waste heat for 50% CO2 capture from Brevik cement plant’s flue gas.
| ΔTmin | Reboiler Heat | Equivalent Heat | Capital Cost (TPC) | CO2 Avoided Cost | Cost Reduction | CO2 Emissions Reduction | |
|---|---|---|---|---|---|---|---|
| °C | GJ/tCO2 | GJ/tCO2 | MEUR | EUR /tCO2 | % | % | |
| Standard process | |||||||
| Reference/optimum FTS-STHX | 10 | 3.89 | 3.89 | 78.8 | 87.5 | 0 | 64.1 |
| PHE | 10 | 3.89 | 3.89 | 65.2 | 84.5 | 3.4 | 63.7 |
| Optimum PHE | 4 | 3.68 | 3.68 | 70.6 | 82.4 | 5.8 | 64.9 |
| FTS-STHX (+Excess heat) | 10 | 3.89 | 3.89 | 78.8 | 63.8 | 27.1 | 73.9 |
| Optimum FTS-STHX (+Excess heat) | 13 | 4.01 | 4.01 | 75.0 | 63.5 | 27.5 | 73.6 |
| Optimum PHE (+Excess heat) | 7 | 3.78 | 3.78 | 67.0 | 60.2 | 31.2 | 73.9 |
| Lean vapour compression (LVC) | |||||||
| FTS-STHX | 10 | 2.95 | 3.28 | 85.1 | 77.4 | 11.5 | 66.7 |
| PHE | 10 | 2.95 | 3.28 | 76.8 | 75.2 | 14.1 | 66.6 |
| Optimum FTS-STHX | 7 | 2.82 | 3.15 | 89.3 | 77.0 | 12.0 | 67.3 |
| Optimum PHE | 4 | 2.71 | 3.04 | 80.8 | 73.1 | 16.4 | 67.7 |
| FTS-STHX (+Excess heat)/optimum | 10 | 2.95 | 3.28 | 85.1 | 60.5 | 30.8 | 74.1 |
| Optimum PHE (+Excess heat) | 5 | 2.74 | 3.06 | 79.6 | 57.9 | 33.8 | 74.5 |
| Compressor work for the LVC is | 0.082 GJ/tCO2 | ||||||
Capital cost of steam production from excess heat is not included in the main capture plant TPC, but it is rather included in the steam cost.
In this study, steam supply has the greatest impact on cost reduction followed by the implementation of lean vapour compression process configuration. However, if the steam from the excess heat for 50% CO2 capture is available, then the cost reduction impact of selecting the PHE even in the standard capture process is greater than that of using FTS-STHX in the lean vapour compression process for a ΔTmin less than 10 °C. If we must take advantage of less steam consumption and less indirect CO2 emissions which a lower ΔTmin of 4–7 °C offers, then PHE is the best choice.